


Gia công cắt gọt kim loại là một trong những quy trình sản xuất thứ cấp, trong đó vật liệu thừa được loại bỏ bằng cách cắt từ phôi đã định hình sẵn dưới dạng phoi bằng dụng cụ cắt hình nêm để đạt được hình dạng, kích thước, độ hoàn thiện, độ chính xác và dung sai mong muốn. Gia công cắt gọt kim loại có những phương pháp nào?
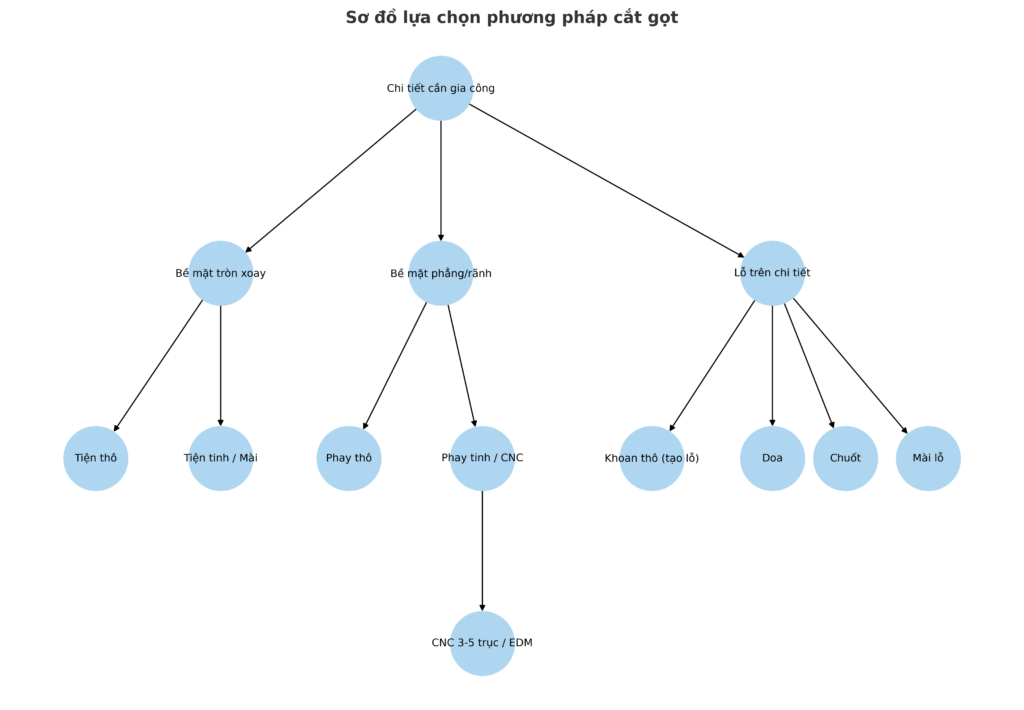
Các phương pháp gia công cắt gọt kim loại
Gia công cắt gọt kim loại bao gồm các phương pháp: Tiện, phay, mài, khoan, doa, cắt, bào và xọc, khoét, taro, chuốt, tia lửa điện,…
Tham khảo: Dầu cắt gọt tổng hợp pha nước là gì?
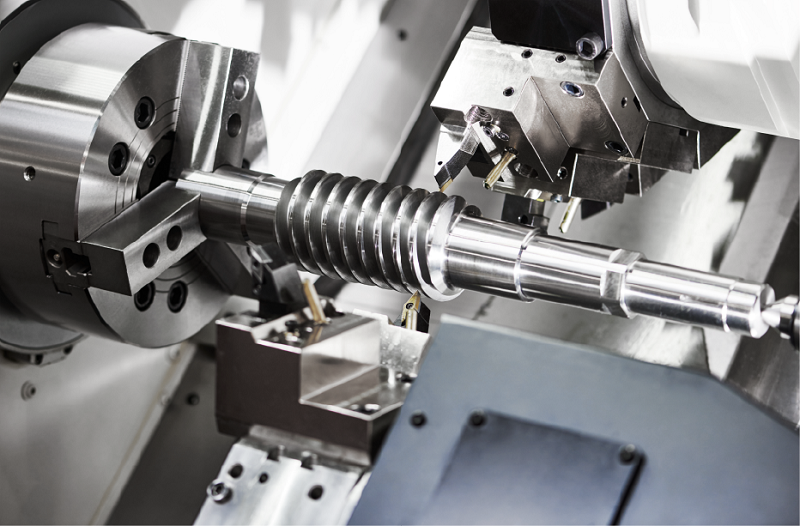
Phương pháp tiện gia công cắt gọt kim loại (Turning)
Máy tiện thường chiếm khoảng 25-20% tổng số thiết bị trong một xưởng cơ khí gia công kim loại. Quá trình này sử dụng máy tiện, trong đó phôi kim loại sẽ quay tròn liên tục, còn dao tiện di chuyển tịnh tiến (theo chiều dọc hoặc ngang) để bóc tách vật liệu, tạo hình các chi tiết tròn xoay một cách chính xác như trục, bánh răng, lỗ, mặt đầu, mặt côn, ren,…Đột phá lớn của phương pháp tiện là khả năng tạo hình nhanh, chuẩn xác, đáp ứng đa dạng chi tiết cơ khí hiện đại.
Việc lựa chọn phương pháp tiện phụ thuộc vào hình dạng, kích thước chi tiết và yêu cầu độ chính xác. Có hai dạng máy tiện chủ yếu là tiện cơ và tiện CNC, trong đó tiện CNC giúp tự động hóa, tăng độ chính xác, năng suất và gia công được các chi tiết phức tạp hơn.
Các dạng và phương pháp tiện phổ biến:
- Tiện mặt ngoài (trụ ngoài/phẳng ngoài).
- Tiện mặt trong (tiện lỗ).
- Tiện mặt đầu (khoả mặt đầu).
- Tiện ren (tiện ren ngoài, ren trong).
- Tiện định hình.
- Tiện cắt đứt.
- Tiện bậc, tiện côn, tiện mặt xoắn.
Đặc điểm của phương pháp tiện:
- Gia công hiệu quả các chi tiết tròn xoay, mặt trụ, lỗ trụ, ren,…
- Độ chính xác, độ bóng bề mặt tốt, có khả năng lặp lại cao
- Áp dụng tốt cho cả sản xuất đơn lẻ và sản xuất hàng loạt
- Linh hoạt cho nhiều loại vật liệu: Thép, nhôm, đồng, inox, hợp kim, nhựa,…
- Gia công tiện là bước cuối cùng hoặc chuẩn bị cho các bước gia công tinh tiếp theo (như mài, doa…)
Phương pháp phay gia công cắt gọt kim loại (Milling)
Phay là phương pháp gia công cắt gọt kim loại sử dụng dao phay – một dụng cụ cắt quay tròn nhiều lưỡi để loại bỏ vật liệu khỏi bề mặt phôi, tạo ra hình dạng và kích thước chính xác theo yêu cầu thiết kế. Phay giúp chế tạo các chi tiết có hình dáng từ đơn giản đến phức tạp với độ chính xác và năng suất cao.
Phương pháp phay được ứng dụng rộng rãi trong chế tạo máy móc, phụ tùng ô tô, linh kiện điện tử, khuôn mẫu, ngành hàng không, đóng tàu, dụng cụ y tế.
Các dạng phay phổ biến:
- Phay mặt phẳng: Tạo bề mặt phẳng lớn, thường dùng trong gia công chi tiết máy.
- Phay mặt trụ: Gia công các bề mặt cong, mặt tròn ngoài của chi tiết.
- Phay rãnh: Tạo các rãnh chữ nhật, rãnh chữ T, rãnh then.
- Phay định hình: Tạo các bề mặt có hình dáng phức tạp theo biên dạng khuôn/dạng chép hình.
- Phay ren, phay bánh răng: Gia công các loại ren ngoài, bánh răng hoặc trục then hoa.
Các loại máy phay:
- Máy phay đứng: Trục chính nằm theo phương thẳng đứng.
- Máy phay ngang: Trục chính nằm ngang.
- Máy phay CNC: Máy phay điều khiển số, tự động hóa chính xác, gia công chi tiết phức tạp, lặp lại cao.
Ưu điểm:
- Năng suất cao nhờ sử dụng nhiều lưỡi cắt, tiết kiệm thời gian sản xuất.
- Độ chính xác và bề mặt hoàn thiện cao nhờ máy móc hiện đại.
- Gia công được nhiều loại chi tiết phức tạp.
- Dễ tích hợp công nghệ cao (CNC), tự động hóa hàng loạt.
Nhược điểm:
- Dao phay thường xuyên tiếp xúc, va đập lên bề mặt vật liệu nên dễ gây rung động, ảnh hưởng đến độ nhẵn.
- Yêu cầu vận hành, lập trình và bảo trì máy móc có tay nghề cao.

Phương pháp khoan – khoét – doa – taro gia công cắt gọt kim loại
Gia công khoan – khoét – doa – taro là các phương pháp gia công lỗ khác nhau, với khoan tạo lỗ từ phôi đặc, khoét mở rộng lỗ có sẵn, doa là gia công tinh lỗ đạt độ chính xác cao, và taro là phương pháp tạo ren cho lỗ. Mỗi phương pháp có mục đích, dụng cụ và yêu cầu công nghệ riêng, tùy thuộc vào vật liệu, kích thước, hình dạng và yêu cầu kỹ thuật của chi tiết.
Khoan:
- Mục đích: Tạo lỗ mới từ phôi đặc hoặc vật liệu nguyên khối.
- Dụng cụ: Sử dụng mũi khoan chuyên dụng.
- Đặc điểm: Phương pháp cơ bản để tạo lỗ, có thể tạo lỗ với đường kính từ 0,1 mm đến 80 mm.
Khoét:
- Mục đích: Mở rộng lỗ đã có, cải thiện kích thước và hình dạng lỗ.
- Dụng cụ: Mũi khoét.
- Đặc điểm: Phương pháp đơn giản, thường được thực hiện trên máy khoan, máy tiện hoặc máy phay.
Doa:
- Mục đích: Gia công tinh lỗ sau khi khoan, khoét hoặc tiện, đạt độ chính xác kích thước, độ tròn và độ nhẵn bề mặt cao.
- Dụng cụ: Dao doa.
- Đặc điểm: Giúp cải thiện chất lượng lỗ đáng kể, cho độ chính xác cấp 9 ÷ 7, có thể đạt cấp chính xác 6 với điều kiện tốt.
Taro:
- Mục đích: Tạo ren trong lỗ.
- Dụng cụ: Sử dụng mũi taro (mũi taro).
- Đặc điểm: Gia công ren trụ, ren côn, ren hệ mét, ren hệ inch với đường kính trung bình một cách chuẩn xác.

Tham khảo: Dầu mỡ bôi trơn máy gia công kim loại
Tham khảo: Dầu gia công kim loại pha nước và không pha nước khác nhau như thế?
Phương pháp mài gia công cắt gọt kim loại
Mài là một phương pháp gia công cắt gọt kim loại sử dụng các hạt mài mòn nhỏ trên bề mặt của đá mài hoặc các dụng cụ mài khác. Quá trình này loại bỏ một lượng vật liệu rất nhỏ, chỉ vài micromet, nhằm đạt được độ chính xác kích thước cao và độ bóng bề mặt tuyệt vời cho chi tiết.
Nguyên lý hoạt động:
Trong phương pháp mài, chuyển động chính là sự quay tròn với tốc độ cao của đá mài. Đồng thời, phôi hoặc đá mài thực hiện chuyển động chạy dao tịnh tiến. Do tốc độ quay rất lớn của đá mài và số lượng lưỡi cắt nhỏ nhưng rất cứng trên bề mặt đá, phương pháp này cho phép loại bỏ vật liệu dư thừa với lượng rất nhỏ, tạo ra bề mặt có độ nhám cực thấp và độ chính xác cao.
Ứng dụng:
Mài là bước gia công không thể thiếu trong sản xuất các chi tiết máy yêu cầu độ chính xác cao và bề mặt bóng đẹp như:
- Trục động cơ, trục khuỷu.
- Bánh răng, ổ bi.
- Khuôn mẫu, dụng cụ cắt.
- Các chi tiết trong ngành hàng không, ô tô, y tế.
Đặc điểm:
- Độ chính xác vượt trội: Mài có khả năng đạt được dung sai kích thước rất nhỏ, thường trong khoảng ±0.01 mm hoặc cao hơn.
- Bề mặt hoàn thiện cao: Tạo ra độ bóng bề mặt lý tưởng, giảm thiểu ma sát và tăng cường tuổi thọ cho chi tiết.
- Khả năng gia công vật liệu cứng: Mài hiệu quả với các loại vật liệu cứng như thép đã tôi, hợp kim cứng, gốm, thủy tinh.
- Lượng dư gia công nhỏ: Chỉ loại bỏ một lượng vật liệu rất mỏng, phù hợp cho các bước gia công tinh cuối cùng.
Các loại hình mài phổ biến:
- Mài tròn ngoài: Gia công bề mặt trụ, côn ngoài của chi tiết.
- Mài tròn trong: Gia công bề mặt lỗ, bề mặt côn trong.
- Mài phẳng: Gia công các bề mặt phẳng.
- Mài vô tâm: Gia công các chi tiết trụ có năng suất cao mà không cần hệ thống ụ động để kẹp chi tiết.
- Mài dao: Mài sắc các loại dao cắt, mũi khoan.

Tham khảo: Dầu mài kim loại là gì?
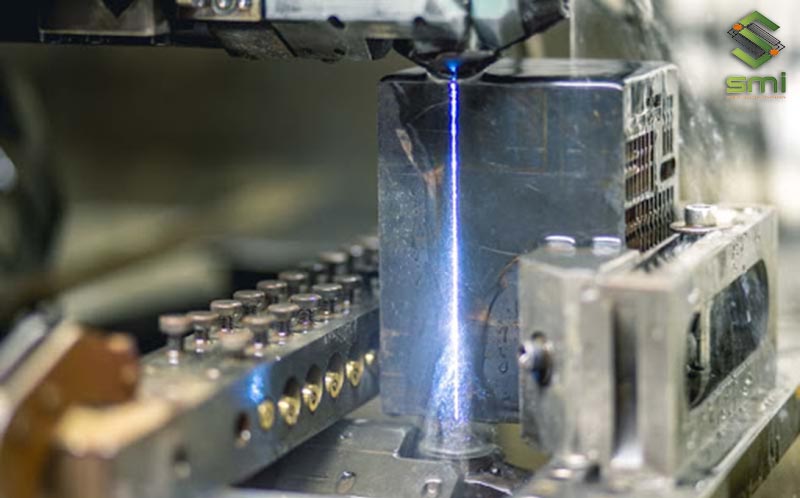
Phương pháp cắt dây EDM gia công cắt gọt kim loại
Gia công cắt dây EDM (Electrical Discharge Machining) là một kỹ thuật gia công tiên tiến, sử dụng tia lửa điện để cắt vật liệu kim loại theo hình dạng mong muốn. Phương pháp này đặc biệt hữu ích cho các vật liệu có độ cứng cao hoặc khi yêu cầu độ chính xác và chi tiết phức tạp mà các phương pháp cơ học truyền thống khó đạt được.
Nguyên lý cốt lõi của gia công cắt dây EDM dựa trên việc tạo ra các tia lửa điện giữa một sợi dây kim loại mảnh (đóng vai trò là điện cực) và chi tiết gia công.
Chất điện môi: Một chất lỏng cách điện gọi là dầu gia công tia lửa điện EDM được bơm liên tục vào vùng gia công. Dầu này không chỉ giúp kiểm soát tia lửa điện mà còn có tác dụng làm mát và cuốn trôi các vụn vật liệu bị gia công, đồng thời cách điện giữa các lần phóng điện tiếp theo.
Ưu điểm:
- Độ chính xác cao: Cho phép gia công các chi tiết với dung sai rất nhỏ, có thể đạt ±0.002 mm.
- Gia công vật liệu siêu cứng: Có thể cắt các vật liệu có độ cứng bất kỳ như thép đã tôi, hợp kim siêu bền, kim cương đa tinh thể, vật liệu composite mà các phương pháp truyền thống gặp khó khăn.
- Tạo biên dạng phức tạp: Khả năng cắt các đường nét tinh xảo, góc nhọn, và các hình dạng phức tạp mà các phương pháp gia công truyền thống khó hoặc không thể thực hiện được.
- Không gây biến dạng cơ học: Do không có lực cắt cơ học tác động trực tiếp lên phôi, phương pháp này an toàn cho các chi tiết mỏng, giòn hoặc dễ bị biến dạng tsinfa.
- Bề mặt hoàn thiện tốt: Tạo ra bề mặt gia công có độ nhẵn cao, thường giảm thiểu hoặc loại bỏ nhu cầu đánh bóng thêm.
Ứng dụng:
- Ngành khuôn mẫu: Gia công các chi tiết khuôn nhựa, khuôn dập, lỗ thoát khí, khe hở và các đường biên nhỏ, góc nhọn.
- Cơ khí chính xác: Chế tạo các bộ phận máy móc phức tạp, bánh răng, trục, linh kiện cho ngành đồng hồ, y tế, hàng không và điện tử.
- Gia công vật liệu đặc biệt: Xử lý các hợp kim siêu cứng, vật liệu composite, sứ cách điện, kim cương đa tinh thể.
Tham khảo: Dầu gia công tia lửa điện là gì?
So sánh các phương pháp gia công cắt gọt kim loại
| Phương pháp | Độ chính xác kích thước | Độ nhám bề mặt (Ra µm) | Ứng dụng chính | Ưu điểm | Nhược điểm |
|---|---|---|---|---|---|
| Tiện | ±0,01 – 0,05 mm | 1,6 – 3,2 (tinh) | Gia công trụ ngoài, trong, ren, mặt đầu | Linh hoạt, năng suất cao cho chi tiết tròn xoay | Khó gia công bề mặt phức tạp |
| Phay | ±0,02 – 0,05 mm | 1,6 – 6,3 | Gia công mặt phẳng, rãnh, bậc, then, bánh răng | Tạo được nhiều dạng bề mặt, năng suất cao | Khó đạt độ chính xác cao cho lỗ |
| Khoan | ±0,1 – 0,2 mm | 6,3 – 12,5 | Gia công lỗ thô | Năng suất cao, dễ thực hiện | Độ chính xác thấp, lỗ dễ bị côn |
| Doa | ±0,005 – 0,02 mm | 0,4 – 1,6 | Gia công tinh lỗ | Độ chính xác và độ bóng tốt | Chỉ dùng để tinh, không tạo lỗ mới |
| Mài | ±0,002 – 0,01 mm | 0,2 – 0,8 | Gia công tinh mặt phẳng, tròn, ren, dao cụ | Độ chính xác, độ bóng rất cao, gia công vật liệu cứng | Năng suất thấp, chi phí cao |
| Chuốt | ±0,01 – 0,03 mm | 0,8 – 3,2 | Gia công rãnh then, lỗ định hình | Độ chính xác ổn định, năng suất cao trong sản xuất loạt | Chỉ kinh tế khi sản xuất hàng loạt |
| CNC (tiện, phay, khoan, doa) | ±0,005 – 0,02 mm | 0,4 – 1,6 | Gia công đa dạng chi tiết, bề mặt phức tạp | Độ chính xác cao, tự động hóa, năng suất ổn định | Chi phí đầu tư cao, yêu cầu kỹ thuật vận hành |
| EDM (xung điện, cắt dây) | ±0,002 – 0,01 mm | 0,2 – 0,8 | Gia công vật liệu siêu cứng, lỗ sâu, biên dạng đặc biệt | Gia công được hình dạng phức tạp, vật liệu cứng | Tốc độ chậm, chi phí cao |
Tham khảo: Dầu gia công kim loại và ứng dụng
Địa chỉ mua dầu gia công cắt gọt kim loại
Được thành lập từ năm 2013, Công ty CP Đầu tư Tư GLC là phân phối chuyên nghiệp dầu nhớt bôi trơn thương hiệu Caltex của tập đoàn năng lượng Chevron Hoa Kỳ, dầu mỡ bôi trơn thương hiệu GLC và các sản phẩm dầu mỡ nhập khẩu cao cấp khác.
Các sản phẩm dầu gia công cắt gọt chúng tôi phân phối gồm có:
- Dầu cắt gọt gốc tổng hợp Olex Cut 630HE.
- Dầu cắt gọt không pha nước Olex Cut 112H
- Dầu đường trượt DH Heavy Hydro Lube Series
- Dầu gia công kim loại GLC soluble cut 668.
- Dầu gia công kim loại Aquatex 3180
- Dầu gia công kim loại Aquatex® 3380
- Dầu gia công kim loại Caltex Bright-Cut® AH
Đến với GLC OIL Quý khách hàng sẽ được tư vấn kỹ thuật sử dụng dầu mỡ bôi trơn, phân tích dầu mỡ chuyên nghiệp, khảo sát-khuyến nghị, huấn luyện đào tạo bôi trơn…và dịch vụ lọc dầu nhớt đã qua sử dụng bằng thiết bị lọc dầu chuyên biệt của GLCOIL.
THÔNG TIN LIÊN HỆ
Địa chỉ: 279 Điện Biên Phủ, Phường Gia Định, TP.HCM
MST: 0312604208
Hotline: 0796689886
Email: info@glcoil.vn
Thương mại điện tử: Shopee
")


")


